 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Мотор корпусындағы магнитті болат желім
2024-09-29
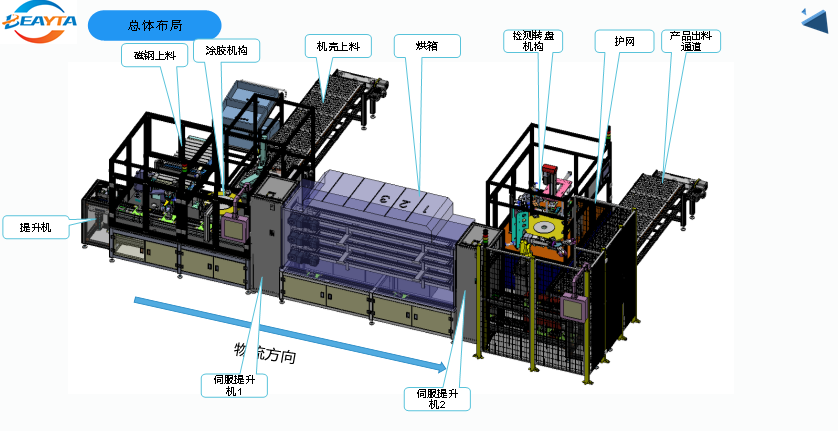
Магниттік болаттың биіктігін анықтау үшін бесінші буын мотор қабықшасының желімдік магнитті автоматтандыру жабдығы қолданылады. Бұл жабдық келесі конфигурацияға ие бесінші буын мотор қабықшасы желімделген магнитті болат жабдық болып табылады:
ST10: автоматты магнитті болат беру;
ST20: Автоматты жоғарғы қабық, қабықтың ішіндегі желім жабыны, автоматты қабықтағы магнитті болат комбинациясы
ST30: Пеш
ST40: болаттың магниттік күші мен биіктігін автоматты анықтау, позициялық дәлдікті ПЗС анықтау, калибрді анықтау, мойынтіректерді автоматты түрде престеу және май бүрку;
ST50: материалдарды автоматты түрде тиеу және түсіру және дайын өнімді материал қорабына салу; Соңы.
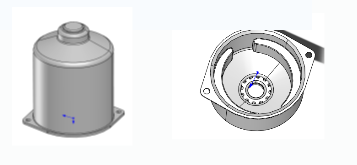
Жабысқақ магнитті болатпен бесінші буын қозғалтқыш корпусының жалпы 3D схемасымен таныстыру:
Магнитке қарсы болат пен қорапты қоректендіру құрылғысына қолмен бөлек қойыңыз. Магниттік болат топтарға орналастырылады және пішінге сәйкес орналасады; Корпус үрлейтін қалыптау дискінің құралын қабылдайды; Бір рет қолмен азықтандыру жабдықтың 1 сағаттағы материалды тұтынуын қанағаттандыра алады; Магниттік болат беру тізбегінің пластина сызығын конфигурациялаңыз, оны қолмен орналастырыңыз, соңына дейін автоматты түрде ағызыңыз, магнитті болатты итеру үшін итеру механизмі бар, магнитті болатты бір-бірлеп кесу үшін кесу механизмі бар, 4 осьті роботты конфигурациялаңыз магнитті болатты алу және бекітуге тиеу, магнитті алдын ала сору; Келесі жұмыс станциясы магнитті болаттың тұтастығын тексеру үшін CCD анықтау механизмімен жабдықталған. Бұл механизм сақталған және көрсетілмеген жағдайда талап етілмеуі мүмкін; Корпусты беру механизмін конфигурациялаңыз, 4 осьті робот қаптаманы 4 станциялы айналмалы табаққа орналастырады. Желімді жабу механизмі AB желімін автоматты түрде жағады, автоматты түрде араласады және жабын мөлшерін өлшейді; Жоғары және төмен жылдамдық серво арқылы бақыланады, ал комбинациядан кейін адгезивті байланыстыру аймағы магниттің сыртқы шеңбер аймағының ≥ 80% құрайды; Төменгі жағында цилиндрдің үстіңгі жағы бар, магнитті болат бастапқы орнына оралады, корпус кіргізіледі, цилиндр тартылады, ал серіппе магнитті болаттың кеңею күшін сақтай отырып, модульді беруді пайдаланып, корпус жеңінің магнитті болат біріктіру механизмін конфигурациялаңыз;
Бұл бөлімде әр жұмыс орны блоктау механизмімен және құрал-сайман тақтасын дәл орналастыру үшін көтеру механизмімен жабдықталған өндірістік желі пішінін қабылдайды;
Бұл жабдық процесті басқару, қашықтан бақылау, өндірісті қадағалау, өндіріс статистикасы мен талдау үшін MES жүйесімен жабдықталған. Ол негізінен өндірісті басқару, техникалық стандартты басқару, сапа менеджменті, жабдықты басқару, энергия менеджменті, материалдарды басқару, өндіріс статистикасы және талдау, өндірістік деректерді басқару, өндірістік персоналды басқару және сәйкес кеңейтілген функциялар сияқты ішкі жүйелерді қамтиды. MES жүйесі кәсіпорындардың жалпы бәсекеге қабілеттілігін арттыра алады, өндіріс пен өндірістің даму қажеттіліктерін қанағаттандыра алады, оның ішінде көптүрлі және көп сериялы, жоғары сапа және төмен баға, икемді өндіріс жылдам әрекет ету, энергияны үнемдеу, шығарындыларды азайту және қоршаған ортаға зиянсыз және т.б. кәсіпорындар тапсырыстарды қабылдау жылдамдығын жақсартады, жеткізу мерзімін қысқартады, еңбек шығындарын азайтады және капиталдың айналымдылық деңгейін жақсартады.

Бесінші буын мотор қабықшасының желім магнитті болат жабдықтарының бейне жұмысы:



X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy